【(鄂州)【当地】型材拉弯无缝钢管订购】的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:【(鄂州)【当地】型材拉弯无缝钢管订购】的图文介绍

型材拉弯中弯管开裂的原因制作办法:当加热曲折的钢管时,当曲折的钢管逾越必定的变形温度和必定的变形水平常,在管外部会产生裂纹。在变形速度低,抗拉强度高的相似成形条件下,弯管加工设备在此条件下进行的全部曲折作业均会损坏。现在,有两种类型的弯管加工设备,一个是预热设备,另一个是弯管设备,前者设置在弯管设备中,后者设置在跋涉组织和压紧组织中,跋涉组织包括下部支撑体和上部支撑体。其次,在上侧设置弯管加工设备结构,上下弯管加工设备和相邻的两个弯管加工设备选用压紧组织,夹紧构件在凸轮的推进下曲折。这样,跋涉了产品的稳定性,也避免了回弹曲折的现象。运用了弯管设备,而且机床装备了低压油缸。上模的下方设有压力缸,在上模的下方设有与下模相匹配的面,模具设置不才模的内芯上方,芯尾和底座相连接,旋转版的结束一方面和弹性缸固定,另一方面和活塞杆相连,刮板设置在旋转板的旋转内侧。弯管加工设备大大跋涉了出产的功率,降低了劳动强度。弯管加工设备的曲折组织包括旋转部分和安装在旋转部分上的管件,旋转部分包括旋转结构,其间旋转结构设有驱动设备,弯管组件包括凸起和曲折管模,而且驱动组织组织在相应的夹紧部分中。这种技能方案具有结构简略,操作方面的效果。
【当地】型材拉弯无缝钢管订购】")
【当地】型材拉弯无缝钢管订购】")
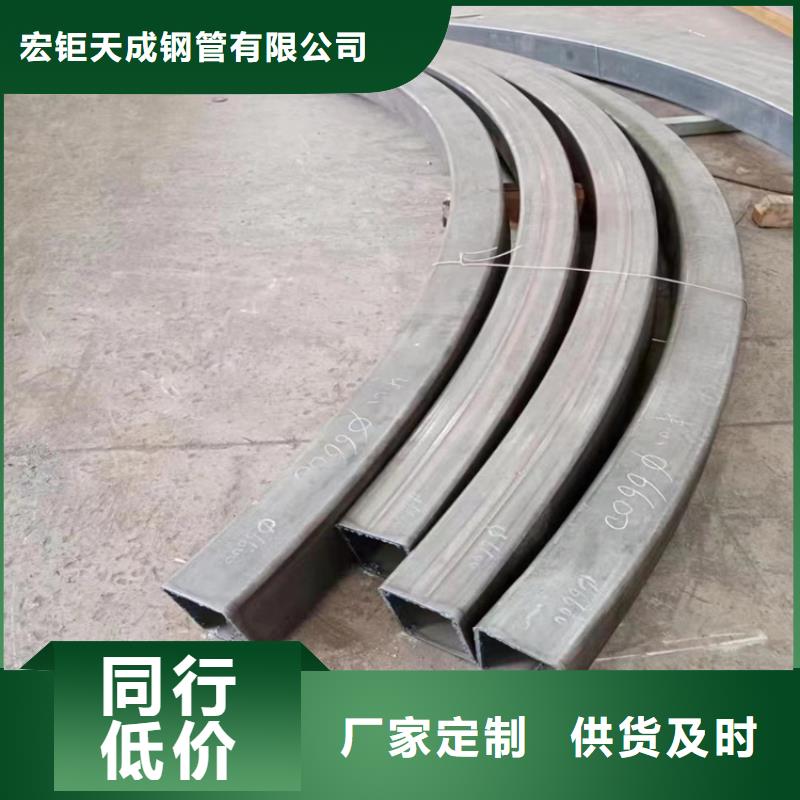
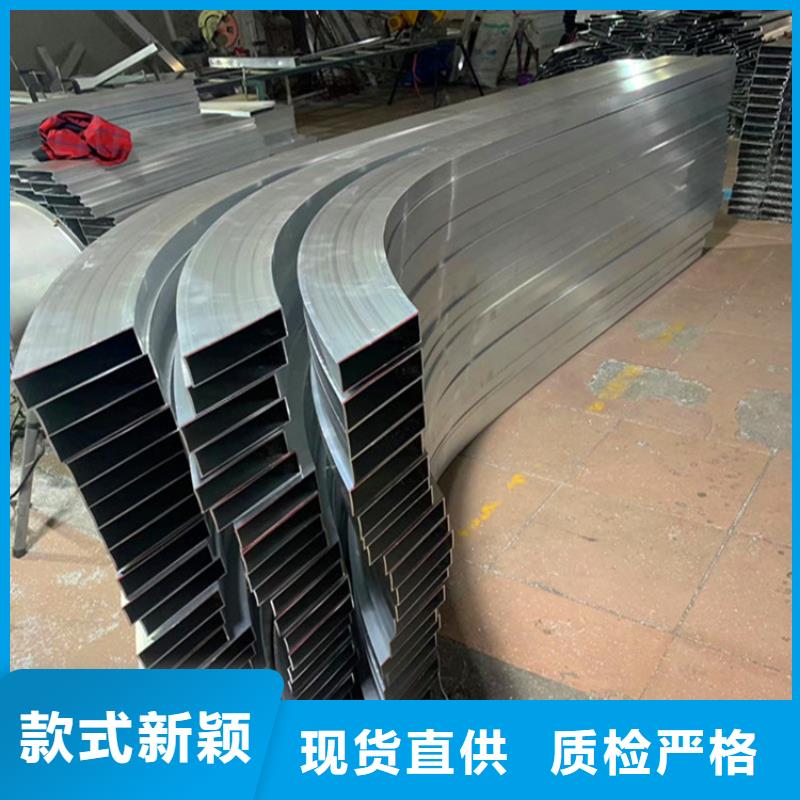
型材拉弯随着划片机数控拉弯加工技术的兴起,方管弯成弧形成型方法有很多,天津宏宇拉弯弯管有限公司结合实际工作情况列举常规方管弧形拉弯的两种方法:种、实弯实弯,顾名思义是压实了弯折,实弯时内外辊与管坯内外壁双向压实。1)实弯的优点是反弹小,成型准确,而且只要辊型准确,内角成型的R比较准确。2)实弯的缺点是有拉伸/减薄效应。,实弯会使弯折处产生拉伸,拉伸效应使弯折线纵向的长度缩短; 第二,实弯弯折处金属会因拉伸而变薄。第二种、空弯空弯是通过外辊与管坯外壁的单向接触形成弯矩使带料弯折,空弯会使弯折线产生压缩,压缩效应使弯折线纵向伸长,弯折处金属出现堆积变厚,这就是空弯的压缩/增厚效应。1)空弯的优点是可以在无法进行实弯时进行边长的弯折,比如方矩管的上边/侧边同步弯折和精整。空弯还可以弯折R<0.2t的内角而不致管壁发生断裂。2)空弯的缺点是在上边/侧边同步空弯时,由于上辊和下辊同时产生压力,成型力容易超越临界点,造成边部失稳内凹,并且也会影响到机组稳定运行和成型质量。这也是方矩管和圆管空弯成型时不同的特点。
【当地】型材拉弯无缝钢管订购】")
【当地】型材拉弯无缝钢管订购】")
【当地】型材拉弯无缝钢管订购】")
宏钜天成钢管有限公司主营: 鄂州锻打圆钢、 等。公司位于经济开发区辽河路东首兴隆钢管市场,交通便利、地理位置优越。 公司本着“客户至上 精益求精”的质量方针,市场是企业的方向、质量是企业的生命。客户想到的我们要做到,客户没想到的我们要重视合同“确保质量,准时交付”。我公司真诚欢迎社会各界人士来公司参观指导,商务洽谈,同创双赢,共达辉煌。
【当地】型材拉弯无缝钢管订购】")
【当地】型材拉弯无缝钢管订购】")
常用的型材拉弯方法有哪些 按曲折成形办法能够分为滚弯、压弯、推弯和绕弯;按曲折时是否运用模具能够分为有模弯和无模弯;按曲折时有无芯棒能够分为有芯弯和无芯弯;按曲折时是否加热能够分为冷弯和热弯。近年来还出现了零半径曲折、中频感应曲折、热应力曲折和激光成形曲折等新的弯管工艺。滚弯是用三个辊轮对管材进行曲折加工的办法。其中辊轮3为主动轮,其余两个为从动轮。滚弯办法及作业原理与板材滚弯根本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的作业表面。曲折时只需改变主、从辊轮间的距离,就能够实现各种曲率半径的曲折。拉弯厂说这种办法尤其合适弯制环形或螺旋线形管件。不过,滚弯对曲折半径有必定的要求,仅适用于曲率半径较大的厚壁管件,关于小半径曲折显得力不从心。压弯是早用于弯管加工的工艺办法。它是在液压机上使用模具对管坯进行曲折加工的。压弯具有模具调整简单、出产功率高等优点,故在出产中一直被广泛应用,一般用于弯制带直段的管件或弯头号。
【当地】型材拉弯无缝钢管订购】")
【当地】型材拉弯无缝钢管订购】")
【当地】型材拉弯无缝钢管订购】")




 扫一扫
扫一扫